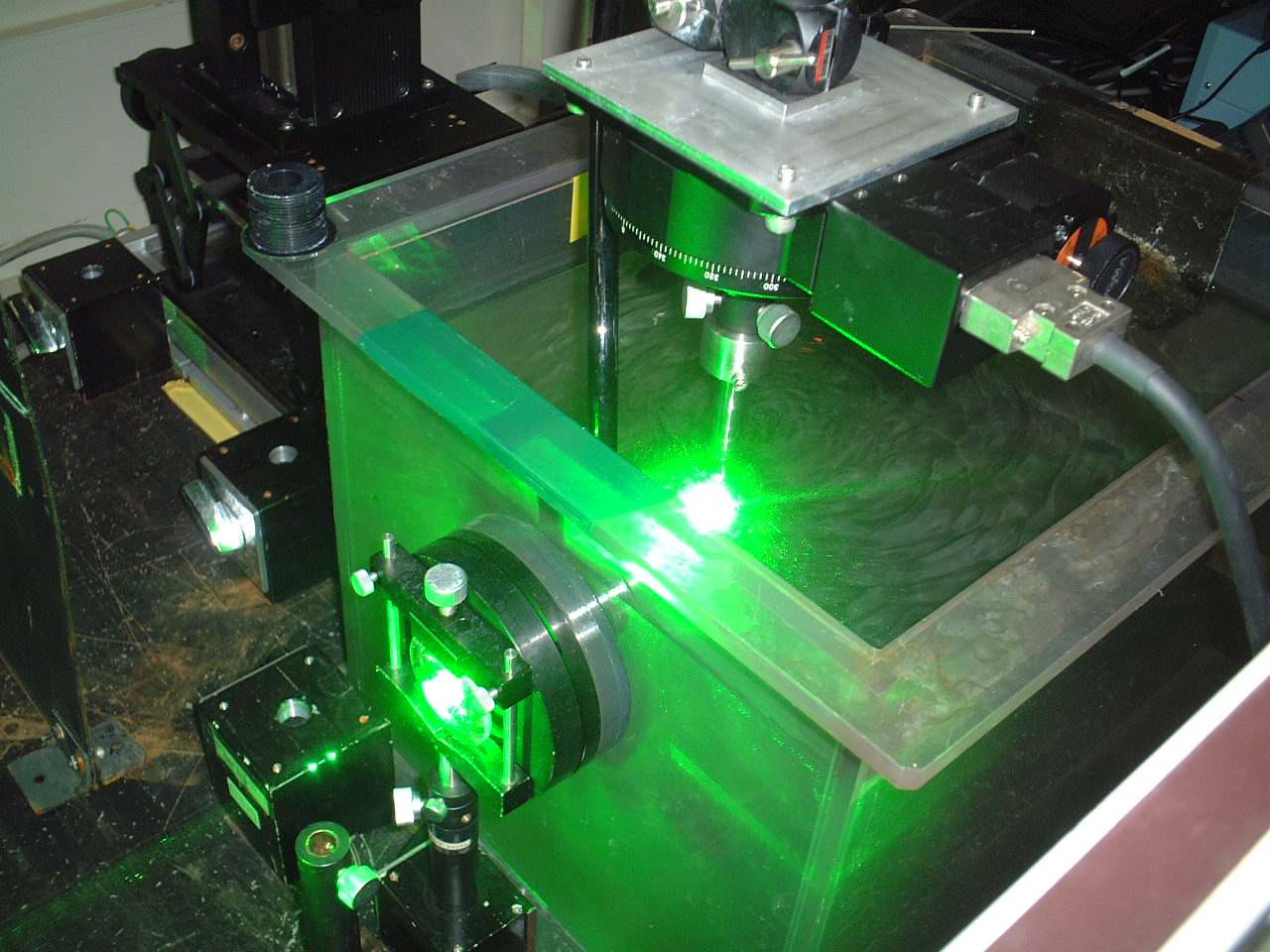
レーザーピーニング(Laser Peening)とは,金属材料を水中に設置もしくは水膜を付与した環境下において,ナノ秒パルスレーザーを照射して材料表面に金属プラズマを発生させ(レーザーアブレーション現象),その金属プラズマを水の慣性力で抑え込むことによって発生する衝撃波を利用して材料表面をピーニングする技術です.1990年代に当時 東芝の佐野雄二氏らによって,原子力発電設備の応力腐食割れに対する予防保全技術として開発されました.レーザーピーニングは衝撃波(弾性波)でピーニングを行うために,ショットピーニングよりも深い領域までピーニング効果を付与することができるという特長があります.また,施工にはレーザー(光)を使うため,環境にやさしいクリーンな処理でもあります.なお,このとき確立されたレーザピーニング技術は,数十~数百mJのNd:YAGレーザーを直接材料表面に照射することが特徴で,犠牲層無しレーザーピーニング(一般には Lase Peening without Coating : LPwC)と称されます.
レーザーピーニング技術は,ほぼ同時期に海外でもジェットエンジンのタービンブレードの強化技術として開発されました.金属材料を水中に設置もしくは水膜を付与した環境下において,ナノ秒パルスレーザーを照射することに違いはありませんが,使用するレーザー発振器が 数十~数百JのNd:glassレーザーが使用されことに違いがあります.この技術では表面層の損傷が顕著となるために,一般には黒い被膜(ペイント,テープなど)を付与するか,薄いアルミ箔などを貼りつける必要があり,施工後にそれを除去する必要があります.この技術は、レーザーショックピーニング(一般には Lase Shock Peening : LSP)と称されます.
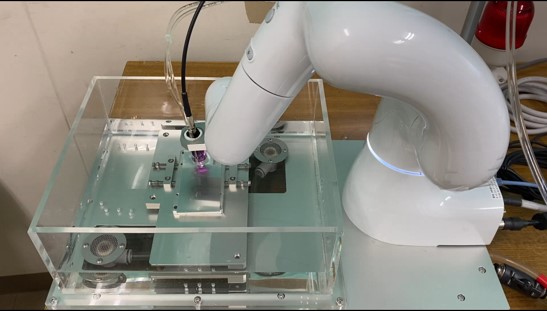
上記のレーザーピーニング技術では大出力レーザー発振器を使用することから,大掛かりな施工装置が必要という欠点がありました.現在はずいぶん小型化されているようですが,それでも汎用的とは言えない大きさです.2017年,内閣府革新的研究開発推進プログラム「ImPACT」事業の「ユビキタス・パワーレーザーによる安全・安心・長寿社会の実現(PM佐野雄二氏)」により,超小型のハンドヘルドレーザー発振器(パルスエネルギー20mJ、繰返し100Hz)が開発されました.これにより,従来のような大掛かりな施工環境を必要としないレーザーピーニング施工が可能となりました.この発振器は人協調ロボットの先端に直接把持することが可能な大きさ,重量であり,これにより飛行機のメンテナンスや,経年劣化した社会インフラ設備など,レーザーピーニング処理の産業利用範囲が大幅に広がる可能性が出てきました.この新しいレーザーピーニング技術は,犠牲層が不要のLPwC技術の一種に位置づけられますが,使用するレーザー発振器の名称からハンドヘルドレーザーピーニング(一般には Hand Held Laser Peening : HHLP)と称されます.
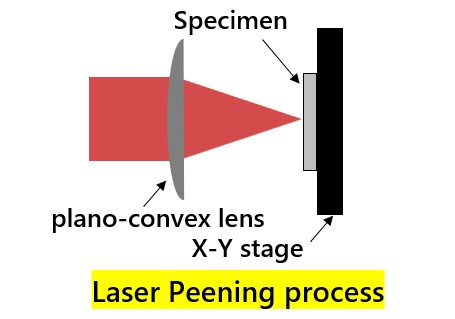
上記のレーザーピーニング技術は,すべて「水」などの液体が必要です.電子機器周辺への施工では水の使用が許されないため,長らく乾式でのレーザーピーニング技術の確立が望まれていました、HHLP技術の確立と同じ2017年,大阪大学 佐野智一氏によって水を使用しない乾式レーザーピーニング技術が確立されました.パルス幅がフェムト秒オーダーのパルスレーザーを使用するもので,本手法も犠牲層を必要としないLPwC技術の一種に位置づけられますが,ドライレーザーピーニング(一般には Dry Laser Peening : DLP)と称されます.
レーザーピーニング処理材の疲労特性評価
長年にわたりレーザーピーニング技術の開発者である佐野雄二氏や佐野智一氏らとともに,疲労特性改善に対する効果とその破壊メカニズムについて検討しています.オーステナイト系ステンレス鋼,鋳造アルミニウム合金,展伸・鍛造アルミニウム合金,チタン合金,高強度鋼,マグネシウム合金など手掛けてきましたが,その一例を紹介します.
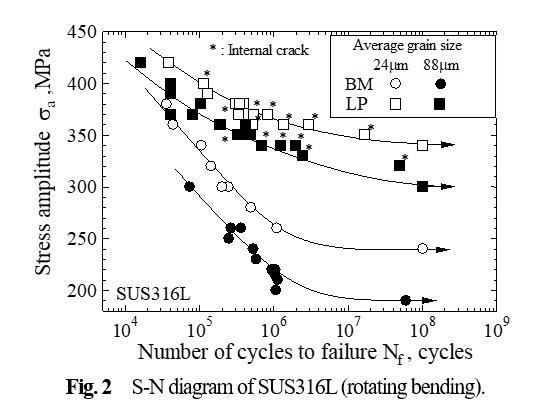
この図は,オーステナイト系ステンレス鋼SUS316L鋼に対してLPwC処理をほどこし,回転曲げ疲労試験を実施した結果です.2002年~2003年頃に取得したデータです.このデータは,当初応力腐食割れ防止技術として開発されたLPwC処理が,疲労特性改善効果のあることを世界で初めて明らかにしたファーストデータに位置づけられます.これを機に,疲労特性改善技術として注目されるようになりました.
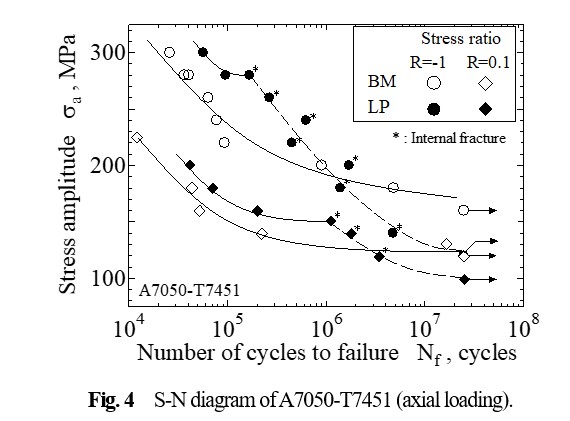
この図は,アルミニウム合金A7050に対してLPwC処理をほどこした部材の軸荷重疲労試験結果です.表面起点型破壊の限界応力が顕著に改善されましたが,軸荷重疲労試験では材料内部で表面と同等の一様応力分布となるために,内部起点型破壊を生じてしまう結果となります.この傾向は表面改質処理材の一般的な特長で,レーザーピーニング特有の現象ではありません.同一の材料で回転曲げ疲労試験を実施すると,疲労特性が顕著に改善されます.アルミニウム合金はステンレス鋼と異なるひずみ硬化特性の低い材料ですが,レーザーピーニング処理によって疲労特性改善効果が見込まれることが明らかとなりました.このデータは,航空機構造部材への適用が検討されるきっかけとなりました.
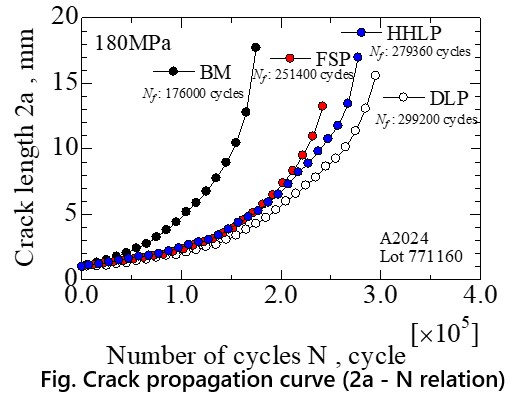
この図は,アルミニウム合金A2024の板材に対してHHLP処理,DLP処理,そして比較のためにファインショットピーニング処理を施して,平面曲げ疲労試験によって表面き裂進展挙動を調査した結果です.初期き裂長さ2a=2mmからの表面き裂進展挙動を同一応力レベルで比較していますが,未処理材に対してき裂進展寿命が顕著に延伸していることが分かります.実際には,き裂発生から2a=2mmに至るまでのき裂進展が抑制されることによって,疲労寿命がさらに延伸されます.本データは,同一試験片でHHLP処理とDLP処理の疲労特性改善効果を同時に検証した世界で初めてのデータです.
TOP