
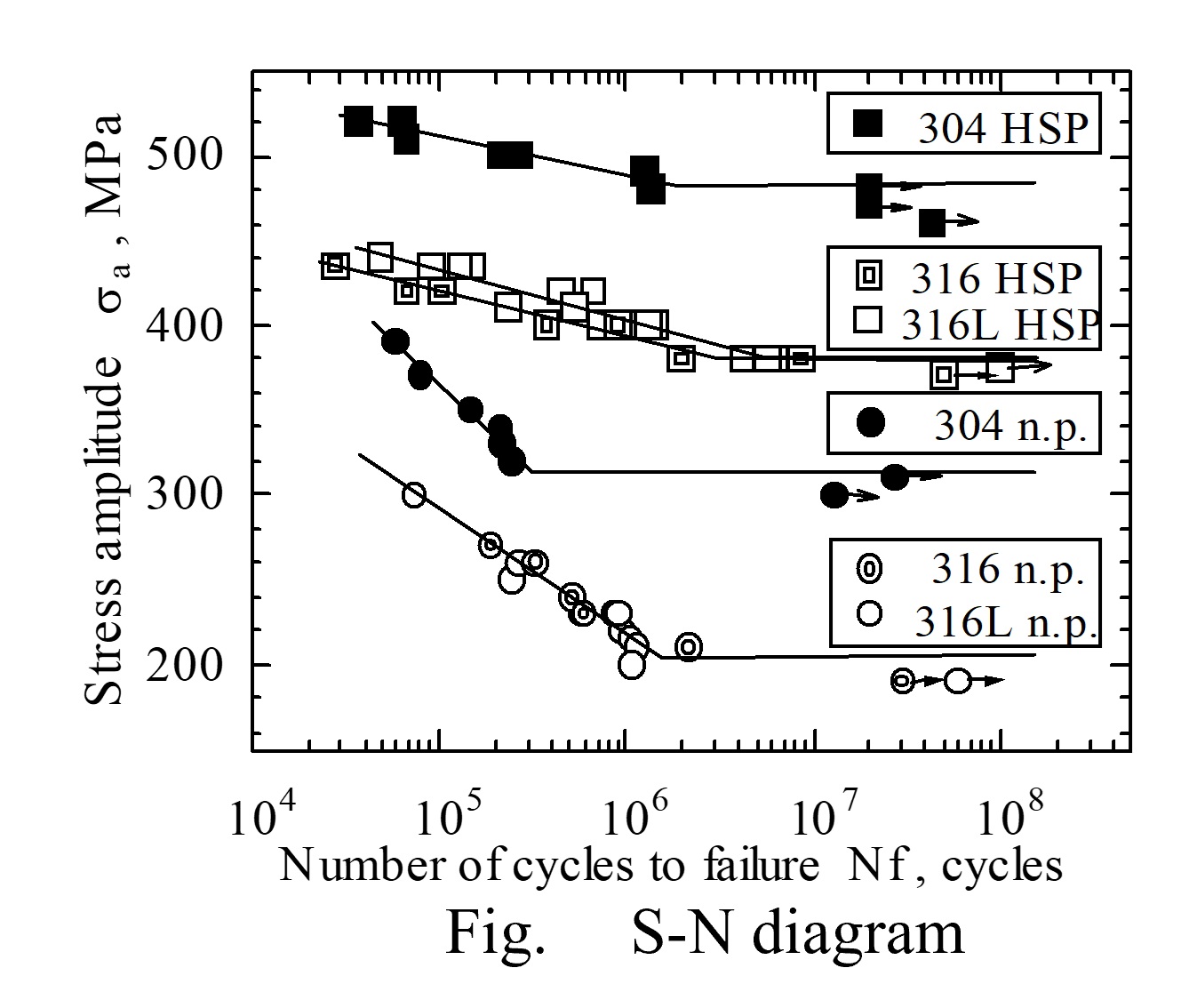
この図は,三種のオーステナイト系ステンレス鋼(SUS316,SUS316L,SUS304)に対してショットピーニング(Shot Peening : SP)とハードショットピーニング(Hard Shot Peening : HSP)を適用して,回転曲げ高サイクル疲労特性を調査した結果です.ひずみ硬化しやすいオーステナイト系ステンレス鋼に対するショットピーニング処理は,顕著に疲労測定改善効果のあることが明らかです.内部摩擦による発熱により,冷却対策を施さないと600℃を超える温度にまで上昇してしまうため,試験片の水冷装置を作成して取得しました.1995年~2000年頃に取得したデータですが,このデータの取得がレーザーピーニング処理に着手するきっかけとなりました.
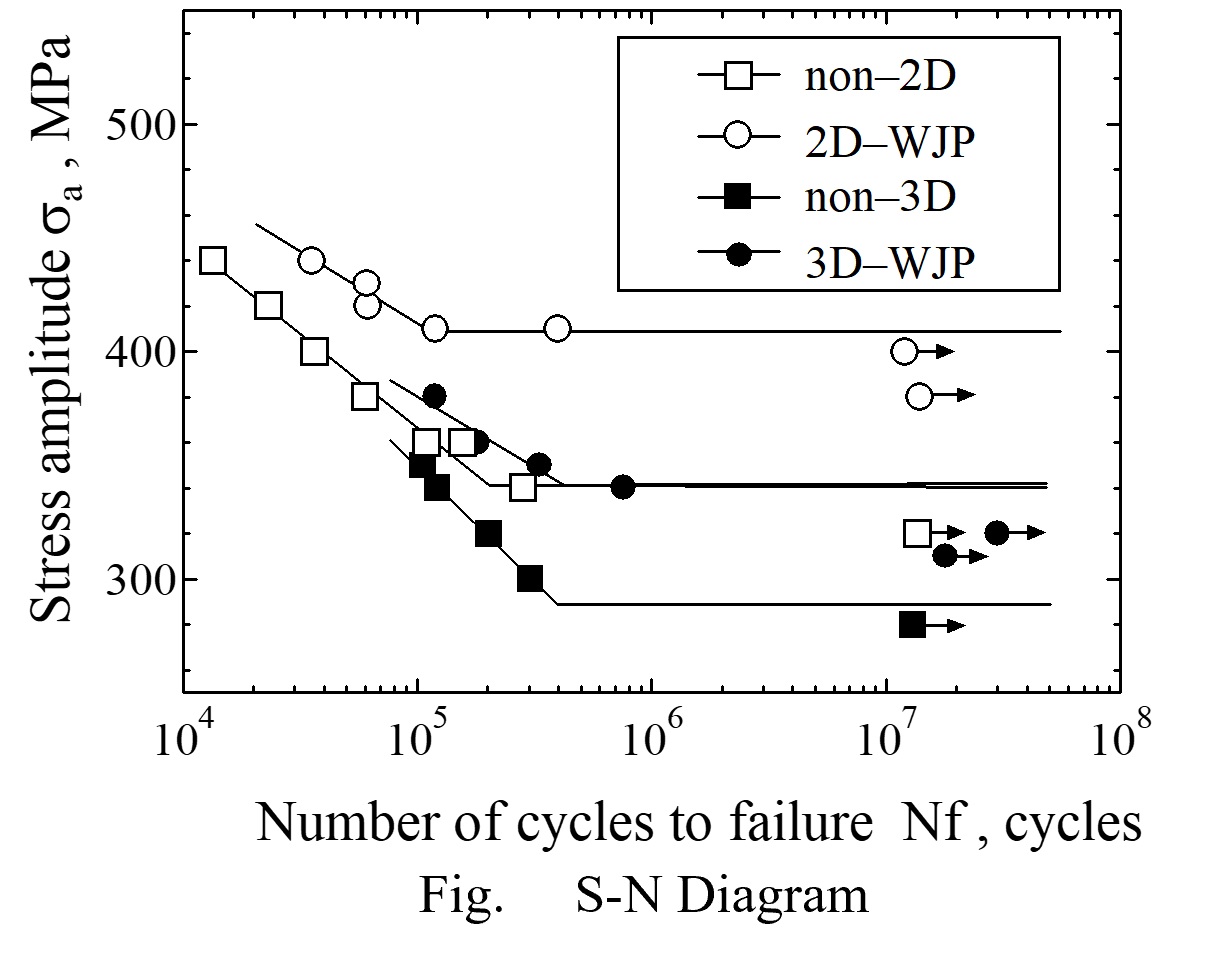
この図は,オーステナイト系ステンレス鋼SUS304に対して,日立製作所が原子炉の予防保全技術として実用化したウォータージェットピーニング(Water Jet Peening : WJP)処理を適用し,回転曲げ疲労試験を実施した結果です.当時は深い水中に設置した試験片を回転する方法を短期間に思いつかなかったため,特定面施工→引き上げて回転→水中に設置→特定面施工の繰返しで行いました.WJP施工によっても疲労特性が改善できることを明らかにしました.類似の施工方法として,東北大学の祖山均氏によって実用化されたキャビテーションピーニング(Cavitation Shotless Peening : CSP)処理があります.この処理に対しても疲労特性改善効果を確認しました.いずれもキャビテーションの崩壊圧を利用する処理ですので,丸棒のような曲面に対する処理では流水が逃げる事,ならびによどみ点が発生するなど問題点がありますので,注意が必要です.
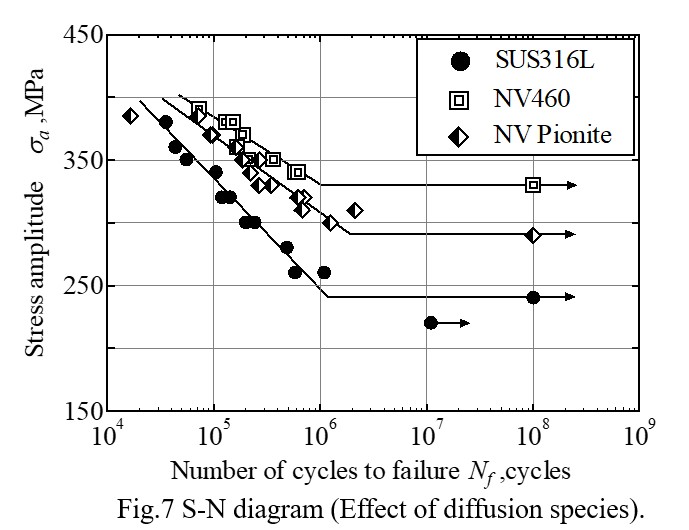
この図は,オーステナイト系ステンレス鋼SUS316Lに対して,エア・ウォーター社の NV Pionite処理と呼ばれる低温ガス浸炭処理と,NVプロセスによる低温ガス窒化を施した試験片の疲労データです.表面近傍にはS相と呼ばれる基地組織中に高い濃度(40 原子%前後)で窒素や炭素が固溶した窒素(または炭素)過飽和固溶体が形成されることで,ステンレス鋼の欠点である耐摩耗性の改善が図られた材料になります.表面近傍のオーステナイト相に対する残留応力を測定した結果,1000MPaをこえる圧縮残留応力の存在が確認されました.ただ,母材と表面近傍の極端な硬度特性と残留応力特性の違いから,疲労特性改善は100MPa程度でした.
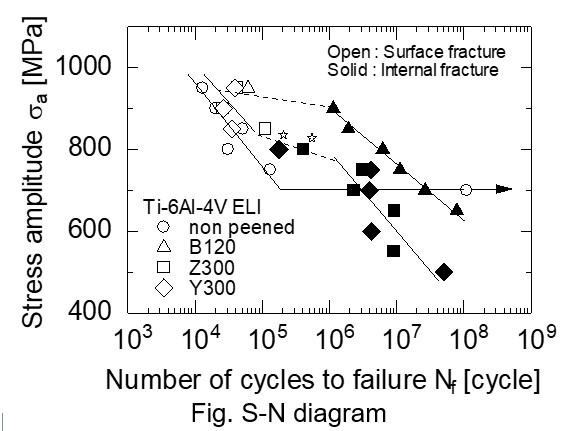
この図は,64Ti合金に対してセラミックス系のショットメディアを用いてショットピーニング処理を施し,回転曲げ高サイクル疲労特性を調査した結果です.表面改質処理材では,表面起点型破壊と内部起点型破壊が競合しますが,チタン合金でも明確に破壊形態の競合が起きています.チタン合金の疲労特性は,表面粗さに起因する切欠きの影響が顕著に出やすいのですが,セラミックス系の微細粒ショットメディアを使用することでその問題は解決するようです.表面起点型破壊の下限界応力はショットピーニング処理によって改善しますが,疲労特性はαチタンの強度特性に依存する事が知られているため,内部でαチタンの割れを発生することによって内部起点型破壊を生じてしまいます.未処理材よりも疲労限度が低下するのは,圧縮残留応力のバランス応力として存在する引張残留応力の影響によるものと考えています.
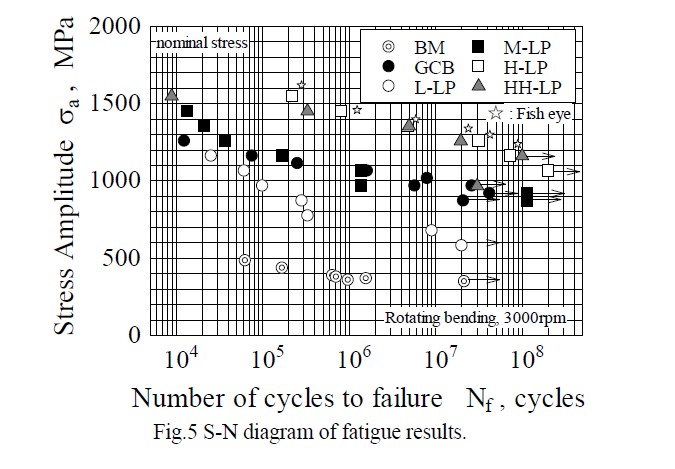
この図は,ガス浸炭処理したSCM420H鋼に対して,3条件のLPwC処理のほかHHLP処理を適用して,回転曲げ疲労試験を実施した結果です.LPwC施工条件によって残留応力の特性が大きく異なるため,疲労特性も大きく異なっています.ただ,もっとも大きくてより深い場所まで残留応力が存在するH-LP処理条件の疲労データと,試験片のごく最表面にしか残留応力の存在していないHHLP処理材の疲労データがほぼ同一となっていることは,非常に興味深い結果です.材料次第では表面近傍にのみ高い圧縮残留応力を付与することが疲労特性改善に効果的であることを示しており,微細粒でショットピーニングするファインショットピーニング処理が,比較的高い疲労特性改善を示すことと通ずるものがあります.ただ,この実験データは残留応力の問題だけでは解決できず,HHLP処理によるピーニング効果の特異性について考えなければならなくなった案件です.
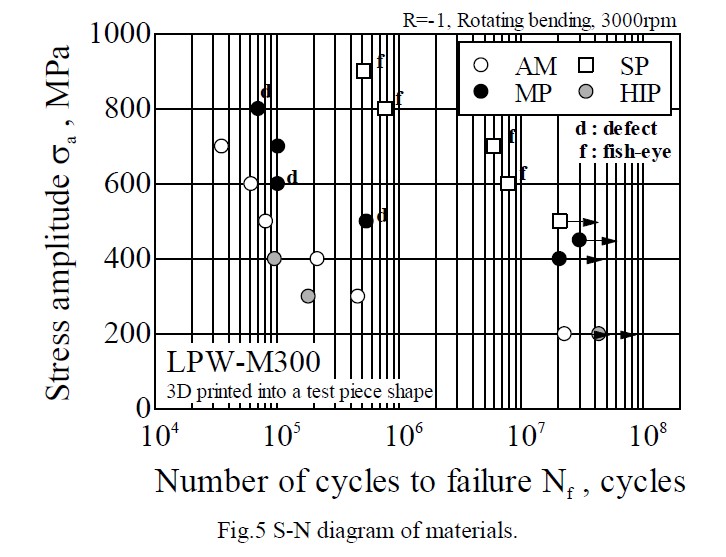
この図は,三次元積層によって製造したマルエージング鋼に対して,熱感等方加圧(Hot Isostatic Pressing : HIP)処理,表面研磨処理,ショットピーニング処理を適用し,回転曲げ疲労特性を調査したデータです.三次元積層材から回転曲げ疲労試験片を作成する場合,一般的には三次元積層によって製造した大き目のブロックから機械加工によって行われます.本データはニアネットシェイプで試験片を製造したもので,試験部位には三次元積層時の表面性状がそのまま残されたものとなっています.慎重に軸合わせを行って,掴み部の加工を行っています.積層まま材に対するHIP処理は疲労特性を低下させてしまうこと,表面粗さの軽減が疲労特性改善に有効であることを明らかにしました.しかし,ショットピーニング処理によって疲労特性を研磨材以上に向上させることが可能で,ニアネットシェイプ形状+SP処理で十分積層材の疲労強度を担保できることを明らかにしました.